超过 24 年的经验和国际标准知识、
技术变革与工业系统,我们致力于
为 Seds 的尊贵客户提供最佳和经济的解决方案。
技术变革与工业系统,我们致力于
为 Seds 的尊贵客户提供最佳和经济的解决方案。

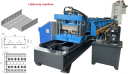
Key Factors for Extending the Service Life of Cable Tray Rolling Forming Machines
沧州中拓滚压成型机械有限公司来自中国河北。它是一家致力于设计和制造的制造商。
不同类型的冷弯成型机。我们是一家历史悠久的工厂,自 2006 年以来一直从事冷弯成型机的设计和制造。我们能生产的机器包括:屋面瓦成型机、CZ 檩条成型机、轻钢龙骨成型机、金属压花机、门系统成型机、天花板系统成型机、高频焊管机、分切生产线、定长切割生产线、货架系统成型机、地板装饰板成型机、彩石瓦生产线、热贴膜机等。
不同类型的冷弯成型机。我们是一家历史悠久的工厂,自 2006 年以来一直从事冷弯成型机的设计和制造。我们能生产的机器包括:屋面瓦成型机、CZ 檩条成型机、轻钢龙骨成型机、金属压花机、门系统成型机、天花板系统成型机、高频焊管机、分切生产线、定长切割生产线、货架系统成型机、地板装饰板成型机、彩石瓦生产线、热贴膜机等。
如需了解更多信息、交货时间和价格,请给我们发邮件!







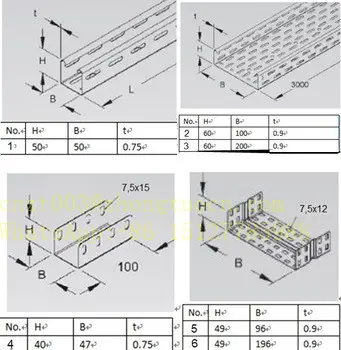
The cable tray forming machine, as a precision cold bending equipment, requires strict adherence to the principle of “three parts operation and seven parts maintenance.” We have compiled a daily maintenance checklist developed by engineers from equipment manufacturers. By consistently following these four key practices, not only can the failure rate be reduced by 80%, but the equipment’s service life can also be extended by more than five years.

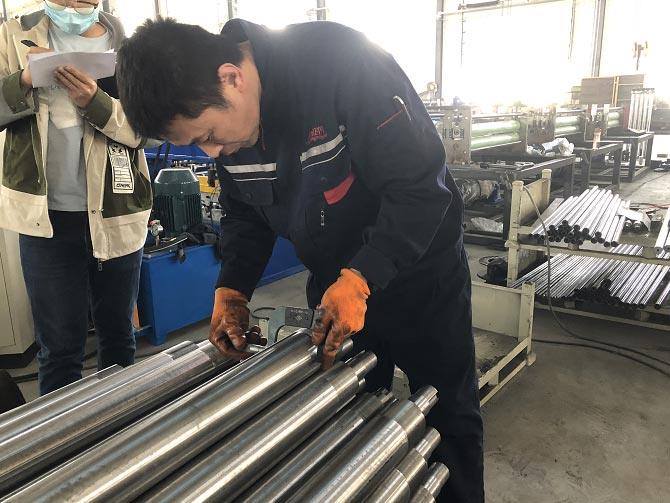
Key component: The rollers must remain smooth.
The roller is the core component of the 成型机, accounting for over 30% of its total value. Its surface finish directly determines the flatness of the cable tray’s surface.
Daily cleaning (mandatory): Before each workday ends, the roller surface must be wiped with a clean cloth. Direct contact with rollers immediately after shutdown is strictly prohibited (to prevent burns), and oil residues or metal shavings must not remain in the roller gaps. These tiny contaminants may penetrate the panels under high pressure, causing depressions on the cable tray surface or even scratching the coating.
Anti-rust treatment: If the machine is idle for an extended period (over 3 days), anti-rust oil must be sprayed on the roller surface. This is particularly critical during the rainy season, when ambient moisture can cause rust spots on high-chromium steel rollers, leading to operational issues upon restart.
Perform regular wear inspections: Check the roller edges weekly for cracks or notches. Upon detecting minor cracks, promptly grind and repair them; otherwise, the cracks may rapidly propagate, ultimately rendering the entire roller assembly defective.
Transmission System: Lubrication is the “blood” of the machine
The forming machine contains numerous chains, gears, and bearings, with insufficient lubrication being its most significant challenge.
Selection of lubricating oil:
Do not use waste engine oil indiscriminately. It is recommended to use ISO VG220 or ISO VG320 medium-grade industrial gear oil, which has slightly higher viscosity in summer and slightly lower viscosity in winter.
Lubrication Frequency:
Reducer: Replace with new oil after one month of initial use, and thereafter every 3–6 months.
Chain and guide rail: Apply lubricating oil once per shift (8 hours). Pay special attention to the punching section and cutting slide, as these areas experience the highest stress and are most prone to dryness.
Check oil level:
Develop the habit of checking the lubricating oil level in the dipstick before each startup. If the oil level falls below the warning line, replenish it immediately; otherwise, gear wear may occur rapidly, potentially damaging the motor within a short period.
Electrical System: Dust and moisture resistance is critical
The electrical cabinet serves as the “brain” of the equipment and is particularly vulnerable to dust and moisture.
Regular dust removal: Never use compressed air to blow on the electrical control cabinet, as moisture in compressed air can cause short circuits and introduce dust into the gaps of the PLC. The correct procedure is to clean the interior of the cabinet using a vacuum cleaner or a dry soft-bristled brush. This should be performed once monthly.
Heat dissipation inspection: Check whether the cooling fans on the electrical cabinet are operating properly. During summer when workshop temperatures are high, a faulty fan may cause the PLC and frequency converter to shut down automatically due to overheating.
Wiring tightening: Prolonged vibration of the equipment may cause wiring terminals to become loose. The wiring harness should be inspected quarterly after power disconnection to prevent poor contact from causing sparks or signal loss.

Wear-prone parts: Spare part management must keep up
Don’t wait until a part fails before purchasing it—the cost of a day’s production downtime far exceeds the price of the part itself.
Punches and Dies: Punch dies are the components that wear out most rapidly. It is recommended to maintain a set of punches for commonly used hole diameters (e.g., connection holes Φ8.5, Φ10.5). If burrs or severe flanging are observed in the punched holes, replace the punches immediately to prevent damage to the die.
Cutting blade maintenance: Inspect the cutting edge of the blade daily. If the cut surface becomes deformed or adheres to metal, grind it promptly or replace the blade.
Pneumatic components: Check for air leaks in the air lines, ensure sufficient lubricating oil in the air source processor (triple assembly), and verify that water has been drained from the reservoir. Insufficient air pressure may cause unstable clamping and affect cutting accuracy.

Operating Habits: Details Determine Success or Failure
In the end, even the best maintenance cannot compensate for improper operation.
Overloading is prohibited: Do not force the insertion of panels exceeding the equipment’s rated thickness (e.g., using 2.5 mm instead of the maximum allowed 2.0 mm) to meet deadlines. This may cause spindle deformation or roller cracking, constituting intentional damage that is typically not covered by manufacturer warranty.
Standard start/stop procedures:Operate equipment strictly according to the operating guidelines. Starting under load (i.e., forcibly starting the main unit before materials are discharged) is strictly prohibited, as it may instantly burn out the motor.
Log Entry: It is recommended to establish a “Equipment Maintenance Record Form,” which must be signed by the operator daily for confirmation. This serves both as a division of responsibilities and as a basis for troubleshooting.
为什么选择我们?
我们是国家级高新技术企业。公司通过了 ISO9001 质量体系认证、欧洲 CE 安全认证、北美 CAS 认证等。我们拥有丰富的出口贸易经验,了解不同国家客户的需求。 同时,我们还能为客户提供满意的设计方案。我们的机器已出口到 150 多个国家,并与客户建立了长期稳定的合作关系,赢得了客户的一致好评。














通过 360° VR 系统访问中拓,沧州中拓成立于 2014 年,致力于设计和制造不同类型的冷弯成型机。我们提供 ODM、OEM 和一站式服务。原材料、机械和配件均可从我们这里购买。








OEM/ODM 和定制一站式服务
全面的售后服务支持

提供 OEM、ODM
1.沟通:确认买方要求。
2.技术人员设计:绘制型材图和 3D 机器图
3.确定配置和生产
4.交货前测试
2.技术人员设计:绘制型材图和 3D 机器图
3.确定配置和生产
4.交货前测试
5.包装和交付
6.技术指导
7.售后服务:复杂机器的安装服务和定期客户回访
6.技术指导
7.售后服务:复杂机器的安装服务和定期客户回访

受到 95800 多家公司的信任
我们很荣幸能与许多
优质企业。通过与我们的合作,他们获得了
大力支持,实现了业务的突破和发展。
优质企业。通过与我们的合作,他们获得了
大力支持,实现了业务的突破和发展。
0
通过 ISO9001 和 CE 认证
我们拥有自主品牌 ztrfm、专业的设计团队和技术人员。
0
国家 客户
深受用户欢迎和好评的产品。
0
一站式解决方案
从配件到成型机,解决您采购的复杂性。
0
工程师团队
我们拥有 20 多人的强大工程师团队,我们将提供更准确、更快速的解决方案。