Plus de 24 ans d'expérience et de connaissance des normes internationales,
Changements technologiques et systèmes industriels, nous nous consacrons à
Fournit à Seds les meilleures solutions économiques à ses clients les plus précieux.
Changements technologiques et systèmes industriels, nous nous consacrons à
Fournit à Seds les meilleures solutions économiques à ses clients les plus précieux.

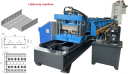
Key Factors for Extending the Service Life of Cable Tray Rolling Forming Machines
La société Cangzhou Zhongtuo Roll Forming Machinery Co. est originaire du Hebei (Chine). C'est un fabricant qui se consacre à la conception et à la fabrication.
différents types de profileuses à froid. Nous sommes une usine avec une longue histoire, engagée dans la conception et la fabrication de profileuses depuis 2006. Les machines que nous pouvons produire comprennent : la machine de fabrication de tuiles, la machine de fabrication de pannes cz, la machine de fabrication de quilles en acier léger, la machine de gaufrage de métal, la machine de formage de systèmes de portes, la machine de formage de systèmes de plafonds, la machine de soudage de tuyaux à haute fréquence, la ligne de refendage, la ligne de coupe à longueur, la machine de formage de systèmes d'étagères, la machine de formage de planchers, la ligne de production de tuiles en pierre colorée, la machine de laminage à chaud filmée, etc.
différents types de profileuses à froid. Nous sommes une usine avec une longue histoire, engagée dans la conception et la fabrication de profileuses depuis 2006. Les machines que nous pouvons produire comprennent : la machine de fabrication de tuiles, la machine de fabrication de pannes cz, la machine de fabrication de quilles en acier léger, la machine de gaufrage de métal, la machine de formage de systèmes de portes, la machine de formage de systèmes de plafonds, la machine de soudage de tuyaux à haute fréquence, la ligne de refendage, la ligne de coupe à longueur, la machine de formage de systèmes d'étagères, la machine de formage de planchers, la ligne de production de tuiles en pierre colorée, la machine de laminage à chaud filmée, etc.
Pour plus d'informations, les délais de livraison et les prix, veuillez nous contacter !







The cable tray forming machine, as a precision cold bending equipment, requires strict adherence to the principle of “three parts operation and seven parts maintenance.” We have compiled a daily maintenance checklist developed by engineers from equipment manufacturers. By consistently following these four key practices, not only can the failure rate be reduced by 80%, but the equipment’s service life can also be extended by more than five years.

Key component: The rollers must remain smooth.
The roller is the core component of the machine de formage, accounting for over 30% of its total value. Its surface finish directly determines the flatness of the cable tray’s surface.
Daily cleaning (mandatory): Before each workday ends, the roller surface must be wiped with a clean cloth. Direct contact with rollers immediately after shutdown is strictly prohibited (to prevent burns), and oil residues or metal shavings must not remain in the roller gaps. These tiny contaminants may penetrate the panels under high pressure, causing depressions on the cable tray surface or even scratching the coating.
Anti-rust treatment: If the machine is idle for an extended period (over 3 days), anti-rust oil must be sprayed on the roller surface. This is particularly critical during the rainy season, when ambient moisture can cause rust spots on high-chromium steel rollers, leading to operational issues upon restart.
Perform regular wear inspections: Check the roller edges weekly for cracks or notches. Upon detecting minor cracks, promptly grind and repair them; otherwise, the cracks may rapidly propagate, ultimately rendering the entire roller assembly defective.
Transmission System: Lubrication is the “blood” of the machine
The forming machine contains numerous chains, gears, and bearings, with insufficient lubrication being its most significant challenge.
Selection of lubricating oil:
Do not use waste engine oil indiscriminately. It is recommended to use ISO VG220 or ISO VG320 medium-grade industrial gear oil, which has slightly higher viscosity in summer and slightly lower viscosity in winter.
Lubrication Frequency:
Reducer: Replace with new oil after one month of initial use, and thereafter every 3–6 months.
Chain and guide rail: Apply lubricating oil once per shift (8 hours). Pay special attention to the punching section and cutting slide, as these areas experience the highest stress and are most prone to dryness.
Check oil level:
Develop the habit of checking the lubricating oil level in the dipstick before each startup. If the oil level falls below the warning line, replenish it immediately; otherwise, gear wear may occur rapidly, potentially damaging the motor within a short period.
Electrical System: Dust and moisture resistance is critical
The electrical cabinet serves as the “brain” of the equipment and is particularly vulnerable to dust and moisture.
Regular dust removal: Never use compressed air to blow on the electrical control cabinet, as moisture in compressed air can cause short circuits and introduce dust into the gaps of the PLC. The correct procedure is to clean the interior of the cabinet using a vacuum cleaner or a dry soft-bristled brush. This should be performed once monthly.
Heat dissipation inspection: Check whether the cooling fans on the electrical cabinet are operating properly. During summer when workshop temperatures are high, a faulty fan may cause the PLC and frequency converter to shut down automatically due to overheating.
Wiring tightening: Prolonged vibration of the equipment may cause wiring terminals to become loose. The wiring harness should be inspected quarterly after power disconnection to prevent poor contact from causing sparks or signal loss.

Wear-prone parts: Spare part management must keep up
Don’t wait until a part fails before purchasing it—the cost of a day’s production downtime far exceeds the price of the part itself.
Punches and Dies: Punch dies are the components that wear out most rapidly. It is recommended to maintain a set of punches for commonly used hole diameters (e.g., connection holes Φ8.5, Φ10.5). If burrs or severe flanging are observed in the punched holes, replace the punches immediately to prevent damage to the die.
Cutting blade maintenance: Inspect the cutting edge of the blade daily. If the cut surface becomes deformed or adheres to metal, grind it promptly or replace the blade.
Pneumatic components: Check for air leaks in the air lines, ensure sufficient lubricating oil in the air source processor (triple assembly), and verify that water has been drained from the reservoir. Insufficient air pressure may cause unstable clamping and affect cutting accuracy.

Operating Habits: Details Determine Success or Failure
In the end, even the best maintenance cannot compensate for improper operation.
Overloading is prohibited: Do not force the insertion of panels exceeding the equipment’s rated thickness (e.g., using 2.5 mm instead of the maximum allowed 2.0 mm) to meet deadlines. This may cause spindle deformation or roller cracking, constituting intentional damage that is typically not covered by manufacturer warranty.
Standard start/stop procedures:Operate equipment strictly according to the operating guidelines. Starting under load (i.e., forcibly starting the main unit before materials are discharged) is strictly prohibited, as it may instantly burn out the motor.
Log Entry: It is recommended to establish a “Equipment Maintenance Record Form,” which must be signed by the operator daily for confirmation. This serves both as a division of responsibilities and as a basis for troubleshooting.
Pourquoi nous choisir ?
Nous sommes une entreprise nationale de haute technologie. Nous avons obtenu la certification du système de qualité ISO9001, la certification de sécurité européenne CE, la certification nord-américaine CAS, etc. Nous avons une grande expérience du commerce d'exportation et comprenons les besoins des clients de différents pays. Par ailleurs, nous pouvons fournir à nos clients des solutions de conception satisfaisantes. Nos machines ont été exportées dans plus de 150 pays, et nous avons établi des relations de coopération stables et à long terme avec nos clients, qui nous ont fait des éloges.














Visitez Zhongtuo grâce au système VR 360°, Cangzhou Zhongtuo a été créé en 2014 et se consacre à la conception et à la fabrication de différents types de machines de formage par laminage à froid. Nous fournissons des services ODM, OEM et des services à guichet unique. Les matières premières, les machines et les accessoires peuvent être achetés chez nous.








OEM/ODM et service de personnalisation à guichet unique
Service après-vente complet

Fournir OEM、ODM
1.communication:confirmer les besoins de l'acheteur.
2.Conception technique : réalisation de dessins de profils et de machines en 3D
3.déterminer la configuration et la production
4.essais avant livraison
2.Conception technique : réalisation de dessins de profils et de machines en 3D
3.déterminer la configuration et la production
4.essais avant livraison
5.emballage et livraison
6.Conseils techniques
7.Service après-vente : services d'installation pour les machines complexes et visites régulières des clients
6.Conseils techniques
7.Service après-vente : services d'installation pour les machines complexes et visites régulières des clients

Plus de 95800 entreprises lui font confiance
Nous avons l'honneur de coopérer étroitement avec de nombreux pays.
des entreprises de haute qualité. En coopérant avec nous, elles ont reçu
Le groupe a bénéficié d'un soutien solide et a réalisé des percées et des développements commerciaux.
des entreprises de haute qualité. En coopérant avec nous, elles ont reçu
Le groupe a bénéficié d'un soutien solide et a réalisé des percées et des développements commerciaux.
0
Approuvé ISO9001 et CE
Nous possédons notre propre marque ztrfm, une équipe de conception professionnelle et des techniciens.
0
Pays Clients
Produits populaires auprès des utilisateurs et très appréciés.
0
Solutions à guichet unique
des accessoires aux machines de moulage, en résolvant la complexité de votre approvisionnement.
0
Équipe d'ingénieurs
Nous disposons d'une solide équipe d'ingénieurs composée de plus de 20 personnes, ce qui nous permet de fournir des solutions plus précises et plus rapides.