24年以上の経験と知識 国際規格、
技術的変化と産業システム、私たちの使命
セッズは、お客様にとって最善かつ経済的なソリューションを提供します。
技術的変化と産業システム、私たちの使命
セッズは、お客様にとって最善かつ経済的なソリューションを提供します。

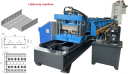
Key Factors for Extending the Service Life of Cable Tray Rolling Forming Machines
機械類 Co.,Ltd を形作る滄州 Zhongtuo ロールは河北中国から来ます。それは設計および製造に専用されている製造業者です。
冷間ロール成形機の異なるタイプ。私達は 2006 年以来の機械を形作るロールの設計そして製造で従事している長い歴史の工場です。私達が作り出してもいい機械は下記のものを含んでいます: 機械、機械を作る cz の母屋を作る屋根瓦機械、機械を作る軽い鋼鉄キール、金属浮彫りになる機械、機械を形作るドア システム天井システム高周波管の溶接機、ラインを切り開くこと、長さライン、機械を形作る棚システムを形作る床 Decking 機械、色の石造りのタイルの生産ライン、熱い薄板になるフィルムで形造る機械、等を切ります。
冷間ロール成形機の異なるタイプ。私達は 2006 年以来の機械を形作るロールの設計そして製造で従事している長い歴史の工場です。私達が作り出してもいい機械は下記のものを含んでいます: 機械、機械を作る cz の母屋を作る屋根瓦機械、機械を作る軽い鋼鉄キール、金属浮彫りになる機械、機械を形作るドア システム天井システム高周波管の溶接機、ラインを切り開くこと、長さライン、機械を形作る棚システムを形作る床 Decking 機械、色の石造りのタイルの生産ライン、熱い薄板になるフィルムで形造る機械、等を切ります。
詳細、納期、価格については、メールでお問い合わせください!







The cable tray forming machine, as a precision cold bending equipment, requires strict adherence to the principle of “three parts operation and seven parts maintenance.” We have compiled a daily maintenance checklist developed by engineers from equipment manufacturers. By consistently following these four key practices, not only can the failure rate be reduced by 80%, but the equipment’s service life can also be extended by more than five years.

Key component: The rollers must remain smooth.
The roller is the core component of the 成形機, accounting for over 30% of its total value. Its surface finish directly determines the flatness of the cable tray’s surface.
Daily cleaning (mandatory): Before each workday ends, the roller surface must be wiped with a clean cloth. Direct contact with rollers immediately after shutdown is strictly prohibited (to prevent burns), and oil residues or metal shavings must not remain in the roller gaps. These tiny contaminants may penetrate the panels under high pressure, causing depressions on the cable tray surface or even scratching the coating.
Anti-rust treatment: If the machine is idle for an extended period (over 3 days), anti-rust oil must be sprayed on the roller surface. This is particularly critical during the rainy season, when ambient moisture can cause rust spots on high-chromium steel rollers, leading to operational issues upon restart.
Perform regular wear inspections: Check the roller edges weekly for cracks or notches. Upon detecting minor cracks, promptly grind and repair them; otherwise, the cracks may rapidly propagate, ultimately rendering the entire roller assembly defective.
Transmission System: Lubrication is the “blood” of the machine
The forming machine contains numerous chains, gears, and bearings, with insufficient lubrication being its most significant challenge.
Selection of lubricating oil:
Do not use waste engine oil indiscriminately. It is recommended to use ISO VG220 or ISO VG320 medium-grade industrial gear oil, which has slightly higher viscosity in summer and slightly lower viscosity in winter.
Lubrication Frequency:
Reducer: Replace with new oil after one month of initial use, and thereafter every 3–6 months.
Chain and guide rail: Apply lubricating oil once per shift (8 hours). Pay special attention to the punching section and cutting slide, as these areas experience the highest stress and are most prone to dryness.
Check oil level:
Develop the habit of checking the lubricating oil level in the dipstick before each startup. If the oil level falls below the warning line, replenish it immediately; otherwise, gear wear may occur rapidly, potentially damaging the motor within a short period.
Electrical System: Dust and moisture resistance is critical
The electrical cabinet serves as the “brain” of the equipment and is particularly vulnerable to dust and moisture.
Regular dust removal: Never use compressed air to blow on the electrical control cabinet, as moisture in compressed air can cause short circuits and introduce dust into the gaps of the PLC. The correct procedure is to clean the interior of the cabinet using a vacuum cleaner or a dry soft-bristled brush. This should be performed once monthly.
Heat dissipation inspection: Check whether the cooling fans on the electrical cabinet are operating properly. During summer when workshop temperatures are high, a faulty fan may cause the PLC and frequency converter to shut down automatically due to overheating.
Wiring tightening: Prolonged vibration of the equipment may cause wiring terminals to become loose. The wiring harness should be inspected quarterly after power disconnection to prevent poor contact from causing sparks or signal loss.

Wear-prone parts: Spare part management must keep up
Don’t wait until a part fails before purchasing it—the cost of a day’s production downtime far exceeds the price of the part itself.
Punches and Dies: Punch dies are the components that wear out most rapidly. It is recommended to maintain a set of punches for commonly used hole diameters (e.g., connection holes Φ8.5, Φ10.5). If burrs or severe flanging are observed in the punched holes, replace the punches immediately to prevent damage to the die.
Cutting blade maintenance: Inspect the cutting edge of the blade daily. If the cut surface becomes deformed or adheres to metal, grind it promptly or replace the blade.
Pneumatic components: Check for air leaks in the air lines, ensure sufficient lubricating oil in the air source processor (triple assembly), and verify that water has been drained from the reservoir. Insufficient air pressure may cause unstable clamping and affect cutting accuracy.

Operating Habits: Details Determine Success or Failure
In the end, even the best maintenance cannot compensate for improper operation.
Overloading is prohibited: Do not force the insertion of panels exceeding the equipment’s rated thickness (e.g., using 2.5 mm instead of the maximum allowed 2.0 mm) to meet deadlines. This may cause spindle deformation or roller cracking, constituting intentional damage that is typically not covered by manufacturer warranty.
Standard start/stop procedures:Operate equipment strictly according to the operating guidelines. Starting under load (i.e., forcibly starting the main unit before materials are discharged) is strictly prohibited, as it may instantly burn out the motor.
Log Entry: It is recommended to establish a “Equipment Maintenance Record Form,” which must be signed by the operator daily for confirmation. This serves both as a division of responsibilities and as a basis for troubleshooting.
私たちを選ぶ理由
弊社は国家レベルのハイテク企業である。ISO9001品質システム認証、欧州CE安全認証、北米CAS認証などを取得しました。私達に輸出貿易で豊富な経験があり、異なった国の顧客の必要性を理解します。 一方、我々は満足のいく設計ソリューションを顧客に提供することができます。私達の機械は 150 ヶ国以上に輸出され、私達は顧客との長期および安定した協同関係を確立し、顧客の賞賛に勝ちました。














360°VRシステムを通してZhongtuoを訪問し、滄州Zhongtuoは機械の異なったタイプを形作る冷間圧延の設計そして製造に専用されている2014年に確立された。私達は ODM、OEM およびワンストップ サービスを提供します。原料、機械類および付属品は私達から購入することができます。








OEM/ODM&カスタマイズワンストップサービス
充実したアフターサービス

OEM、ODMの提供
1.コミュニケーション:バイヤーの要件を確認します。
2.技術者の設計: デッサンのプロフィールおよび 3D 機械デッサンを作って下さい
3.構成と生産を決定する
4.納品前テスト
2.技術者の設計: デッサンのプロフィールおよび 3D 機械デッサンを作って下さい
3.構成と生産を決定する
4.納品前テスト
5.梱包と配送
6.技術指導
7.アフターサービス:複雑な機械の設置サービスと定期的な顧客訪問
6.技術指導
7.アフターサービス:複雑な機械の設置サービスと定期的な顧客訪問

95800社以上の信頼
我々は、多くの企業と幅広く協力できることを光栄に思っている。
質の高い企業です。私たちとの協力を通じて、彼らは次のようなものを得ています。
強力なサポートを得て、事業の躍進と発展を遂げた。
質の高い企業です。私たちとの協力を通じて、彼らは次のようなものを得ています。
強力なサポートを得て、事業の躍進と発展を遂げた。
0
ISO9001およびCE認定
私たちは、お客様との長期ビジネスを確立されています。私達のプロダクトの何れかのモデルに興味がある場合は、お問い合わせは、自由にしてくださいを参照してください。
0
各国顧客
ユーザーから高い評価を得ている人気商品。
0
ワンストップ・ソリューション
アクセサリーから成形機まで、お客様の複雑な調達を解決します。
0
エンジニアチーム
私達に 20 人以上の強いエンジニアのチームがあります、私達はより正確で、より速い解決を与えます。