超过 24 年的经验和国际标准知识、
技术变革与工业系统,我们致力于
为 Seds 的尊贵客户提供最佳和经济的解决方案。
技术变革与工业系统,我们致力于
为 Seds 的尊贵客户提供最佳和经济的解决方案。

Common Faults and Troubleshooting Methods for Cable Tray Forming Machines
沧州中拓滚压成型机械有限公司来自中国河北。它是一家致力于设计和制造的制造商。
不同类型的冷弯成型机。我们是一家历史悠久的工厂,自 2006 年以来一直从事冷弯成型机的设计和制造。我们能生产的机器包括:屋面瓦成型机、CZ 檩条成型机、轻钢龙骨成型机、金属压花机、门系统成型机、天花板系统成型机、高频焊管机、分切生产线、定长切割生产线、货架系统成型机、地板装饰板成型机、彩石瓦生产线、热贴膜机等。
不同类型的冷弯成型机。我们是一家历史悠久的工厂,自 2006 年以来一直从事冷弯成型机的设计和制造。我们能生产的机器包括:屋面瓦成型机、CZ 檩条成型机、轻钢龙骨成型机、金属压花机、门系统成型机、天花板系统成型机、高频焊管机、分切生产线、定长切割生产线、货架系统成型机、地板装饰板成型机、彩石瓦生产线、热贴膜机等。
如需了解更多信息、交货时间和价格,请给我们发邮件!







Upon equipment shutdown, the entire system becomes paralyzed. For cable tray manufacturers, a one-hour downtime may result in a loss of production value amounting to several thousand yuan. Rather than scrambling to make after-sales calls when issues arise, it is advisable to first conduct a self-inspection by referring to this “Emergency Response Manual”.
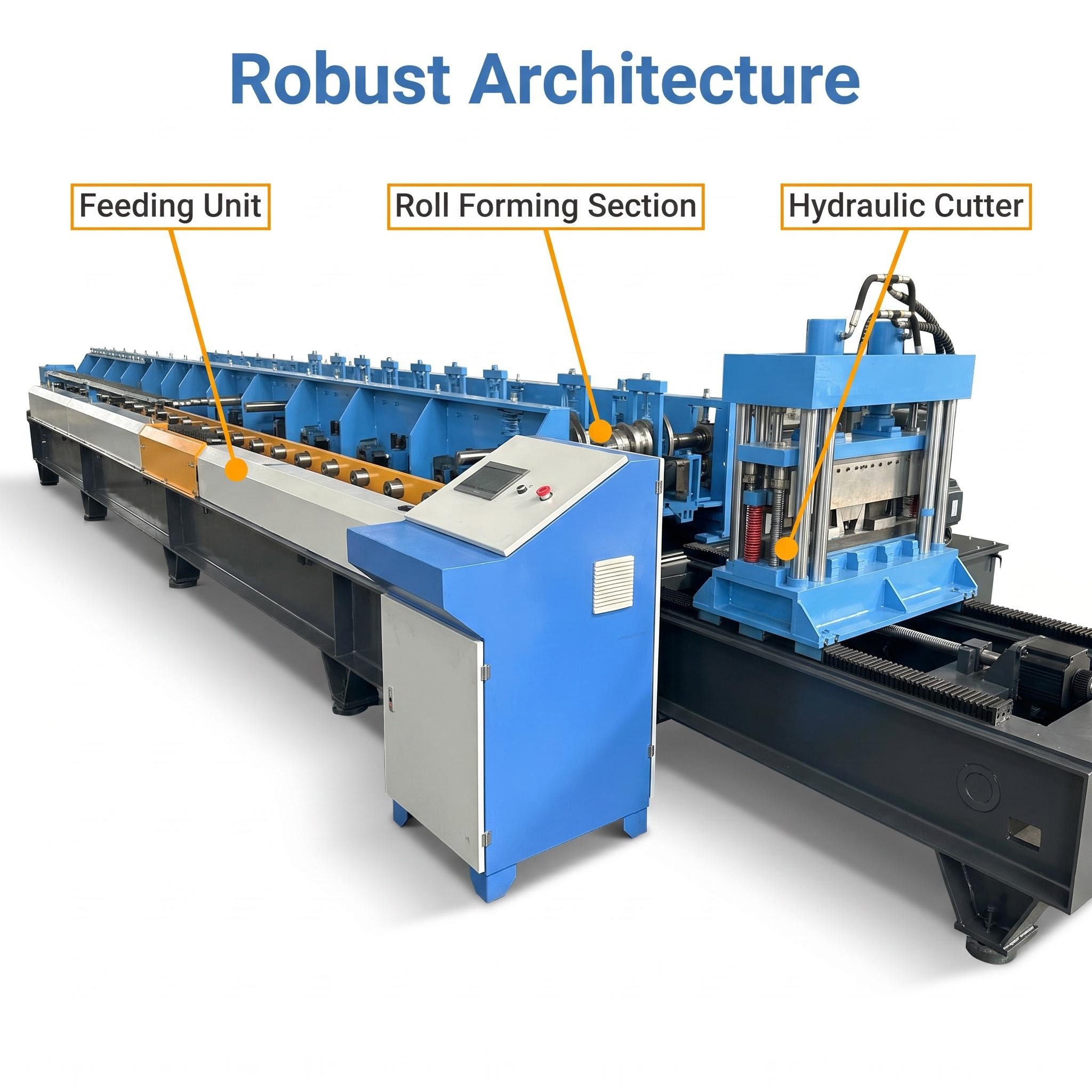
Below are the six most Common Faults and Troubleshooting Methods for Cable Tray Forming Machines, compiled by us.
一、Forming dimensional deviations (deviation, distortion, length inaccuracies)
This is the most common issue, typically manifesting as inconsistent heights on both sides of the cable tray, uneven diagonals, or varying lengths in cut sections.
| Fault phenomenon | Possible Reasons | Solution |
| Plate misalignment (asymmetric left-right) | 1.Incorrect feed material. 2.Uneven pressure on both rollers. 3.Damaged or stuck bearings in a specific roller set. |
1. Adjust the guide frame to align the plate centerline with the machine centerline. 2. Fine-tune the roller clearance on the deviated side (loosen slightly) or on the opposite side (tighten slightly). 3. Stop the machine to check bearing temperature and replace damaged bearings. |
| Forming deformation | 1.Roll misalignment (not on the same straight line). 2.Upper and lower rollers are not parallel. 3.Uneven internal stress in the plate itself. |
1. Re-calibrate the straightness of all machine rollers. 2. Use a level to adjust the base, ensuring the upper and lower shafts are parallel. 3. Adjust the pressure of the leveling machine to eliminate internal stresses in the plate. |
| Length inaccurate (significant fixed-scale error) | 1.The encoder (speed sensor wheel) is slipping or accumulating dust. 2.Signal interruption interference. 3.Feed servo parameter drift. |
1. Key inspection points: Clean the encoder rollers and compression springs, ensuring they adhere tightly to the plate without slipping. 2. Check whether the shielded wires are properly grounded. 3. Re-calibrate the pulse count. |
二、Punching anomaly(large burrs, material blockage, inaccurate hole spacing)
The quality of punching directly affects the installation of cable trays and represents the most prone stage to defect production.
| Fault phenomenon | Possible Reasons | Solution |
| The burr on the punching hole is too large. | 1. Punch needle wear (most common). 2.Excessive clearance between the punch needle and the lower die. 3. The sheet material is too hard. |
1.Replace with a new punch (it is recommended to maintain readily available consumables). 2.Adjust the die clearance (typically 5%-8% of the plate thickness). 3.Reduce the stamping speed or replace the material. |
| Punch fracture/stuck | 1.There is a weld at the punching position (accidentally left untreated). 2.Waste material has clogged the lower die. 3. Insufficient lubrication. |
1.Do not impact the weld seam! Exercise caution during material feeding to avoid interference. 2.Clear waste materials from the lower die and check whether the blowing device is unobstructed. 3.Add additional stamping lubricating oil. |
| The spacing is inaccurate. | 1.The feed servo triggers an alarm or loses steps. 2.The press clutch operates with delay. |
1. Check the servo driver for any alarm codes and restart to reset. 2. Adjust the clutch intake pressure or clearance. |
三、Cutting issue (inability to cut, oblique incision, tool breakage)
| Fault phenomenon | Possible Reasons | Solution |
| Can’t cut it off/be out of shape | 1. The blade has become dull. 2. Insufficient pressure in the hydraulic system. 3. The plate is excessively thick. |
1. Sharpen or replace the cutting blade. 2. Check the oil pump pressure and adjust the relief valve. 3. Do not operate under overload conditions. |
| The incision is oblique. | 1. Insufficient pressure in the pressing cylinder (resulting in plate warping). 2. Wear on the guide rails and slider movement. |
1. Increase the material feeding gas pressure and check whether the feeding feet are level. 2. Tighten the guide rail wedges and replace worn sliders. |
| Flying Saw Not Tracking | 1. Track encoder failure. 2. Servo enable connection lost。 |
1. Check the encoder cable. 2. Reset the servo alarm and inspect the limit switch. |
四、Abnormal noises and vibrations from the equipment
| Fault phenomenon | Possible Reasons | Solution |
| Abnormal noise from the gearbox | 1. Gear wear or tooth breakage. 2. Lack of lubricating oil or degraded oil quality. 3. Bearing failure. |
1. Stop the machine, open the box for inspection, and replace the gears. 2. Add oil immediately. 3. Replace the bearings. |
| The chain is producing significant vibration noise. | 1. The chain is too loose. 2.The sprocket is not in the same plane. 3.There is insufficient lubrication causing dry friction. |
1. Adjust the tension wheel. 2.ibrate the sprocket parallelism. 3. Apply lubricating grease. |
五、Electrical system failure (Machine stoppedt, give an alarm)
| Fault phenomenon | Possible Reasons | Solution |
| No response when starting up | 1. The emergency stop button is not reset. 2. Phase loss or main power trip occurred. 3.The 24V switching power supply has burned out. |
1. Turn the emergency stop button clockwise. 2. Check the air switch in the distribution box. 3. Measure the output voltage of the power supply. |
| PLC/Touchscreen Alarm | 1.Limit switch triggered (e.g., material rack reaches bottom). 2. Servo driver overload. 3. Program error (rare). |
1. Check the sensor indicator lights at the corresponding locations. 2. Reduce the load and inspect any mechanical lockup points. 3. Backup the program; restore to factory settings if necessary. |
六、Hydraulic system failure
| Fault phenomenon | Possible Reasons | Solution |
| The oil temperature is too high. | 1. The cooler is blocked or not activated. 2. The relief valve has an excessively high set pressure, causing prolonged overflow. 3. The oil viscosity is incorrect. |
1. Clean the cooler fins and open the cooling water valve. 2. Re-adjust the pressure. 3. Replace with hydraulic oil of the appropriate grade. |
| The hydraulic cylinder moves slowly. | 1. Oil suction filter element clogged. 2. Hydraulic pump worn with severe internal leakage. 3. Electromagnetic valve spool stuck. |
1. Clean or replace the filter element. 2. Repair the oil pump. 3. Clean the solenoid valve. |
Safety Warning (Must Be Retained)
Power-off warning sign: For any operations requiring access to roller or mold areas, immediately activate the emergency stop and display a warning sign stating “Work in progress; do not close circuit.”
Single-user operation: Do not operate the console with another person simultaneously to prevent accidental button presses that could cause injury.
Check the surroundings: Before starting the device, ensure there are no people nearby.
为什么选择我们?
我们是国家级高新技术企业。公司通过了 ISO9001 质量体系认证、欧洲 CE 安全认证、北美 CAS 认证等。我们拥有丰富的出口贸易经验,了解不同国家客户的需求。 同时,我们还能为客户提供满意的设计方案。我们的机器已出口到 150 多个国家,并与客户建立了长期稳定的合作关系,赢得了客户的一致好评。














通过 360° VR 系统访问中拓,沧州中拓成立于 2014 年,致力于设计和制造不同类型的冷弯成型机。我们提供 ODM、OEM 和一站式服务。原材料、机械和配件均可从我们这里购买。








OEM/ODM 和定制一站式服务
全面的售后服务支持

提供 OEM、ODM
1.沟通:确认买方要求。
2.技术人员设计:绘制型材图和 3D 机器图
3.确定配置和生产
4.交货前测试
2.技术人员设计:绘制型材图和 3D 机器图
3.确定配置和生产
4.交货前测试
5.包装和交付
6.技术指导
7.售后服务:复杂机器的安装服务和定期客户回访
6.技术指导
7.售后服务:复杂机器的安装服务和定期客户回访

受到 95800 多家公司的信任
我们很荣幸能与许多
优质企业。通过与我们的合作,他们获得了
大力支持,实现了业务的突破和发展。
优质企业。通过与我们的合作,他们获得了
大力支持,实现了业务的突破和发展。
0
通过 ISO9001 和 CE 认证
我们拥有自主品牌 ztrfm、专业的设计团队和技术人员。
0
国家 客户
深受用户欢迎和好评的产品。
0
一站式解决方案
从配件到成型机,解决您采购的复杂性。
0
工程师团队
我们拥有 20 多人的强大工程师团队,我们将提供更准确、更快速的解决方案。