24년 이상의 경험과 지식 국제 표준,
기술 변화 및 산업 시스템, 우리는 다음과 같이 헌신합니다.
소중한 고객에게 최고의 경제적인 솔루션을 제공합니다.
기술 변화 및 산업 시스템, 우리는 다음과 같이 헌신합니다.
소중한 고객에게 최고의 경제적인 솔루션을 제공합니다.

Common Faults and Troubleshooting Methods for Cable Tray Forming Machines
창저우 중퉈 롤 성형 기계 유한 회사는 중국 허베이성에서 왔습니다. 설계 및 제조에 전념하는 제조업체입니다.
다양한 유형의 냉간 압연 성형기. 우리는 2006 년부터 롤 성형 기계의 설계 및 제조에 종사하는 오랜 역사를 가진 공장입니다. 우리가 생산할 수있는 기계에는 지붕 타일 제조 기계, cz 도리 제조 기계, 경강 용골 제조 기계, 금속 엠보싱 기계, 도어 시스템 성형 기계, 천장 시스템 성형 기계, 고주파 파이프 용접기, 슬리 팅 라인, 절단 길이 라인, 선반 시스템 성형 기계, 바닥 데크 성형 기계, 컬러 석재 타일 생산 라인, 핫 라미네이팅 필름 기계 등이 있습니다.
다양한 유형의 냉간 압연 성형기. 우리는 2006 년부터 롤 성형 기계의 설계 및 제조에 종사하는 오랜 역사를 가진 공장입니다. 우리가 생산할 수있는 기계에는 지붕 타일 제조 기계, cz 도리 제조 기계, 경강 용골 제조 기계, 금속 엠보싱 기계, 도어 시스템 성형 기계, 천장 시스템 성형 기계, 고주파 파이프 용접기, 슬리 팅 라인, 절단 길이 라인, 선반 시스템 성형 기계, 바닥 데크 성형 기계, 컬러 석재 타일 생산 라인, 핫 라미네이팅 필름 기계 등이 있습니다.
자세한 정보, 배송 시간 및 가격은 메일로 문의해 주세요!







Upon equipment shutdown, the entire system becomes paralyzed. For cable tray manufacturers, a one-hour downtime may result in a loss of production value amounting to several thousand yuan. Rather than scrambling to make after-sales calls when issues arise, it is advisable to first conduct a self-inspection by referring to this “Emergency Response Manual”.
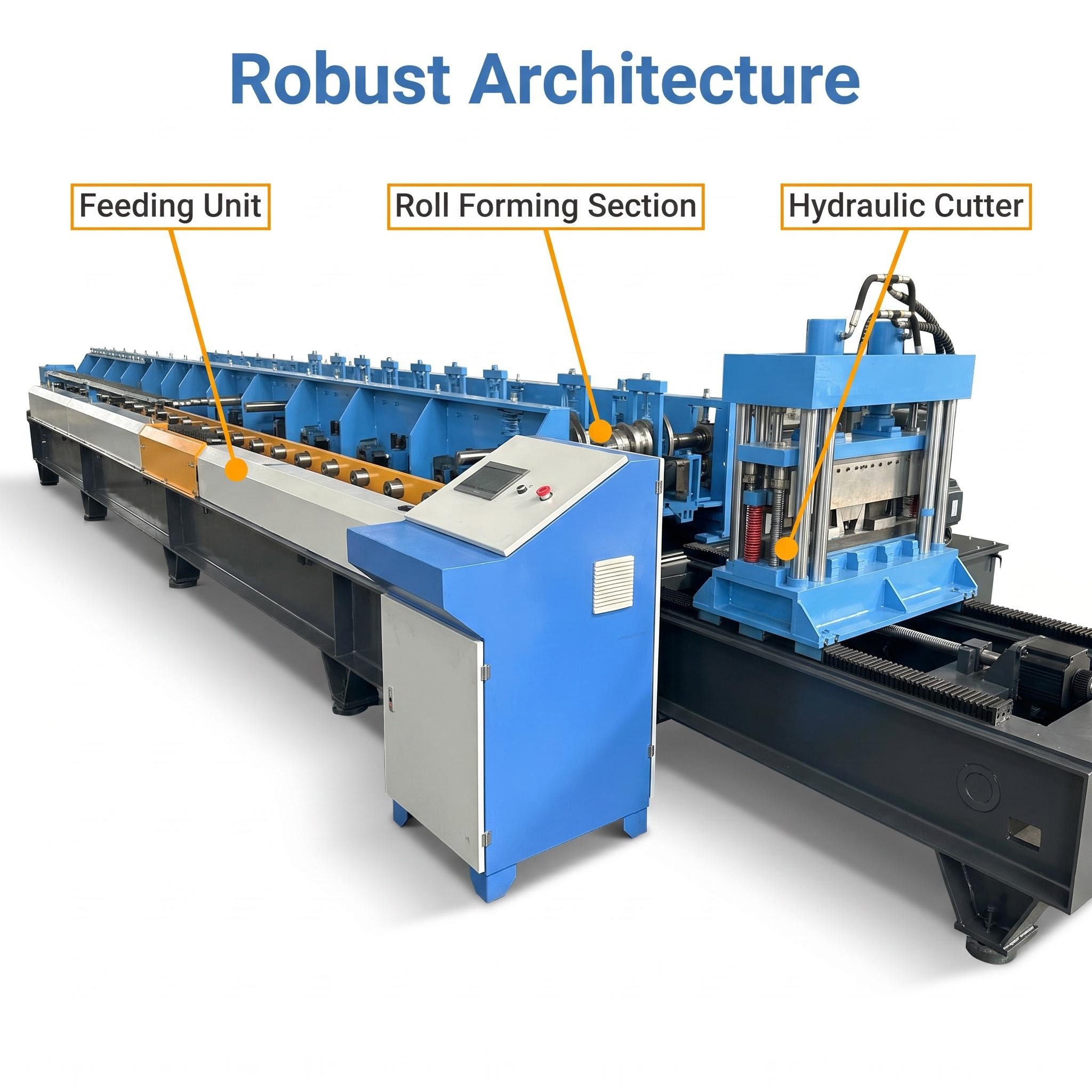
Below are the six most Common Faults and Troubleshooting Methods for Cable Tray Forming Machines, compiled by us.
一、Forming dimensional deviations (deviation, distortion, length inaccuracies)
This is the most common issue, typically manifesting as inconsistent heights on both sides of the cable tray, uneven diagonals, or varying lengths in cut sections.
| Fault phenomenon | Possible Reasons | Solution |
| Plate misalignment (asymmetric left-right) | 1.Incorrect feed material. 2.Uneven pressure on both rollers. 3.Damaged or stuck bearings in a specific roller set. |
1. Adjust the guide frame to align the plate centerline with the machine centerline. 2. Fine-tune the roller clearance on the deviated side (loosen slightly) or on the opposite side (tighten slightly). 3. Stop the machine to check bearing temperature and replace damaged bearings. |
| Forming deformation | 1.Roll misalignment (not on the same straight line). 2.Upper and lower rollers are not parallel. 3.Uneven internal stress in the plate itself. |
1. Re-calibrate the straightness of all machine rollers. 2. Use a level to adjust the base, ensuring the upper and lower shafts are parallel. 3. Adjust the pressure of the leveling machine to eliminate internal stresses in the plate. |
| Length inaccurate (significant fixed-scale error) | 1.The encoder (speed sensor wheel) is slipping or accumulating dust. 2.Signal interruption interference. 3.Feed servo parameter drift. |
1. Key inspection points: Clean the encoder rollers and compression springs, ensuring they adhere tightly to the plate without slipping. 2. Check whether the shielded wires are properly grounded. 3. Re-calibrate the pulse count. |
二、Punching anomaly(large burrs, material blockage, inaccurate hole spacing)
The quality of punching directly affects the installation of cable trays and represents the most prone stage to defect production.
| Fault phenomenon | Possible Reasons | Solution |
| The burr on the punching hole is too large. | 1. Punch needle wear (most common). 2.Excessive clearance between the punch needle and the lower die. 3. The sheet material is too hard. |
1.Replace with a new punch (it is recommended to maintain readily available consumables). 2.Adjust the die clearance (typically 5%-8% of the plate thickness). 3.Reduce the stamping speed or replace the material. |
| Punch fracture/stuck | 1.There is a weld at the punching position (accidentally left untreated). 2.Waste material has clogged the lower die. 3. Insufficient lubrication. |
1.Do not impact the weld seam! Exercise caution during material feeding to avoid interference. 2.Clear waste materials from the lower die and check whether the blowing device is unobstructed. 3.Add additional stamping lubricating oil. |
| The spacing is inaccurate. | 1.The feed servo triggers an alarm or loses steps. 2.The press clutch operates with delay. |
1. Check the servo driver for any alarm codes and restart to reset. 2. Adjust the clutch intake pressure or clearance. |
三、Cutting issue (inability to cut, oblique incision, tool breakage)
| Fault phenomenon | Possible Reasons | Solution |
| Can’t cut it off/be out of shape | 1. The blade has become dull. 2. Insufficient pressure in the hydraulic system. 3. The plate is excessively thick. |
1. Sharpen or replace the cutting blade. 2. Check the oil pump pressure and adjust the relief valve. 3. Do not operate under overload conditions. |
| The incision is oblique. | 1. Insufficient pressure in the pressing cylinder (resulting in plate warping). 2. Wear on the guide rails and slider movement. |
1. Increase the material feeding gas pressure and check whether the feeding feet are level. 2. Tighten the guide rail wedges and replace worn sliders. |
| Flying Saw Not Tracking | 1. Track encoder failure. 2. Servo enable connection lost。 |
1. Check the encoder cable. 2. Reset the servo alarm and inspect the limit switch. |
四、Abnormal noises and vibrations from the equipment
| Fault phenomenon | Possible Reasons | Solution |
| Abnormal noise from the gearbox | 1. Gear wear or tooth breakage. 2. Lack of lubricating oil or degraded oil quality. 3. Bearing failure. |
1. Stop the machine, open the box for inspection, and replace the gears. 2. Add oil immediately. 3. Replace the bearings. |
| The chain is producing significant vibration noise. | 1. The chain is too loose. 2.The sprocket is not in the same plane. 3.There is insufficient lubrication causing dry friction. |
1. Adjust the tension wheel. 2.ibrate the sprocket parallelism. 3. Apply lubricating grease. |
五、Electrical system failure (Machine stoppedt, give an alarm)
| Fault phenomenon | Possible Reasons | Solution |
| No response when starting up | 1. The emergency stop button is not reset. 2. Phase loss or main power trip occurred. 3.The 24V switching power supply has burned out. |
1. Turn the emergency stop button clockwise. 2. Check the air switch in the distribution box. 3. Measure the output voltage of the power supply. |
| PLC/Touchscreen Alarm | 1.Limit switch triggered (e.g., material rack reaches bottom). 2. Servo driver overload. 3. Program error (rare). |
1. Check the sensor indicator lights at the corresponding locations. 2. Reduce the load and inspect any mechanical lockup points. 3. Backup the program; restore to factory settings if necessary. |
六、Hydraulic system failure
| Fault phenomenon | Possible Reasons | Solution |
| The oil temperature is too high. | 1. The cooler is blocked or not activated. 2. The relief valve has an excessively high set pressure, causing prolonged overflow. 3. The oil viscosity is incorrect. |
1. Clean the cooler fins and open the cooling water valve. 2. Re-adjust the pressure. 3. Replace with hydraulic oil of the appropriate grade. |
| The hydraulic cylinder moves slowly. | 1. Oil suction filter element clogged. 2. Hydraulic pump worn with severe internal leakage. 3. Electromagnetic valve spool stuck. |
1. Clean or replace the filter element. 2. Repair the oil pump. 3. Clean the solenoid valve. |
Safety Warning (Must Be Retained)
Power-off warning sign: For any operations requiring access to roller or mold areas, immediately activate the emergency stop and display a warning sign stating “Work in progress; do not close circuit.”
Single-user operation: Do not operate the console with another person simultaneously to prevent accidental button presses that could cause injury.
Check the surroundings: Before starting the device, ensure there are no people nearby.
왜 우리를 선택해야 할까요?
우리는 국가 수준의 첨단 기술 기업입니다. 우리는 ISO9001 품질 시스템 인증, 유럽 CE 안전 인증, 북미 CAS 인증 등을 받았습니다. 우리는 수출 무역에 대한 풍부한 경험을 가지고 있으며 다른 국가 고객의 요구를 이해합니다. 한편 우리는 고객에게 만족스러운 디자인 솔루션을 제공 할 수 있습니다. 우리의 기계는 150 개국 이상에 수출되었으며 고객과 장기적이고 안정적인 협력 관계를 구축하여 고객의 찬사를 받았습니다.














360° VR 시스템을 통해 중퉈를 방문하면 2014년에 설립된 창저우 중퉈는 다양한 유형의 냉간 압연 성형기를 설계하고 제조하는 데 전념하고 있습니다. 우리는 ODM, OEM 및 원 스톱 서비스를 제공합니다. 원자재, 기계 및 액세서리는 당사에서 구입할 수 있습니다.








OEM/ODM 및 커스터마이징 원스톱 서비스
완벽한 애프터 서비스 지원

OEM, ODM 제공
1.커뮤니케이션: 구매자의 요구 사항을 확인합니다.
2.기술자 설계: 도면 프로파일 및 3D 기계 도면 만들기
3.구성 및 프로덕션 결정
4.배송 전 테스트
2.기술자 설계: 도면 프로파일 및 3D 기계 도면 만들기
3.구성 및 프로덕션 결정
4.배송 전 테스트
5.포장 및 배송
6.기술 가이드
7.판매 후 서비스: 복잡한 기계의 설치 서비스 및 정기 고객 방문 서비스
6.기술 가이드
7.판매 후 서비스: 복잡한 기계의 설치 서비스 및 정기 고객 방문 서비스

95800개 이상의 기업이 신뢰하는 기업
많은 분들과 폭넓게 협력하게 되어 영광입니다.
고품질 기업. 당사와의 협력을 통해 다음과 같은 혜택을 받았습니다.
강력한 지원과 비즈니스 혁신 및 발전을 이루었습니다.
고품질 기업. 당사와의 협력을 통해 다음과 같은 혜택을 받았습니다.
강력한 지원과 비즈니스 혁신 및 발전을 이루었습니다.
0
ISO9001 및 CE 승인
우리는 자체 브랜드 ztrfm, 전문 디자인 팀 및 기술자를 소유하고 있습니다.
0
국가 고객
사용자들에게 인기 있고 높은 평가를 받는 제품입니다.
0
원스톱 솔루션
액세서리부터 성형기까지, 조달의 복잡성을 해결해 드립니다.
0
엔지니어 팀
우리는 20 명 이상의 강력한 엔지니어 팀을 보유하고 있으며보다 정확하고 빠른 솔루션을 제공 할 것입니다.