Over 24 Years Experience & Knowledge International Standards,
Technologicaly Changes & Industrial Systems, We Are Dedicated To
Provides Seds The Best & Economical Solutions To Valued Customers.
Technologicaly Changes & Industrial Systems, We Are Dedicated To
Provides Seds The Best & Economical Solutions To Valued Customers.

Common Faults and Troubleshooting Methods for Cable Tray Forming Machines
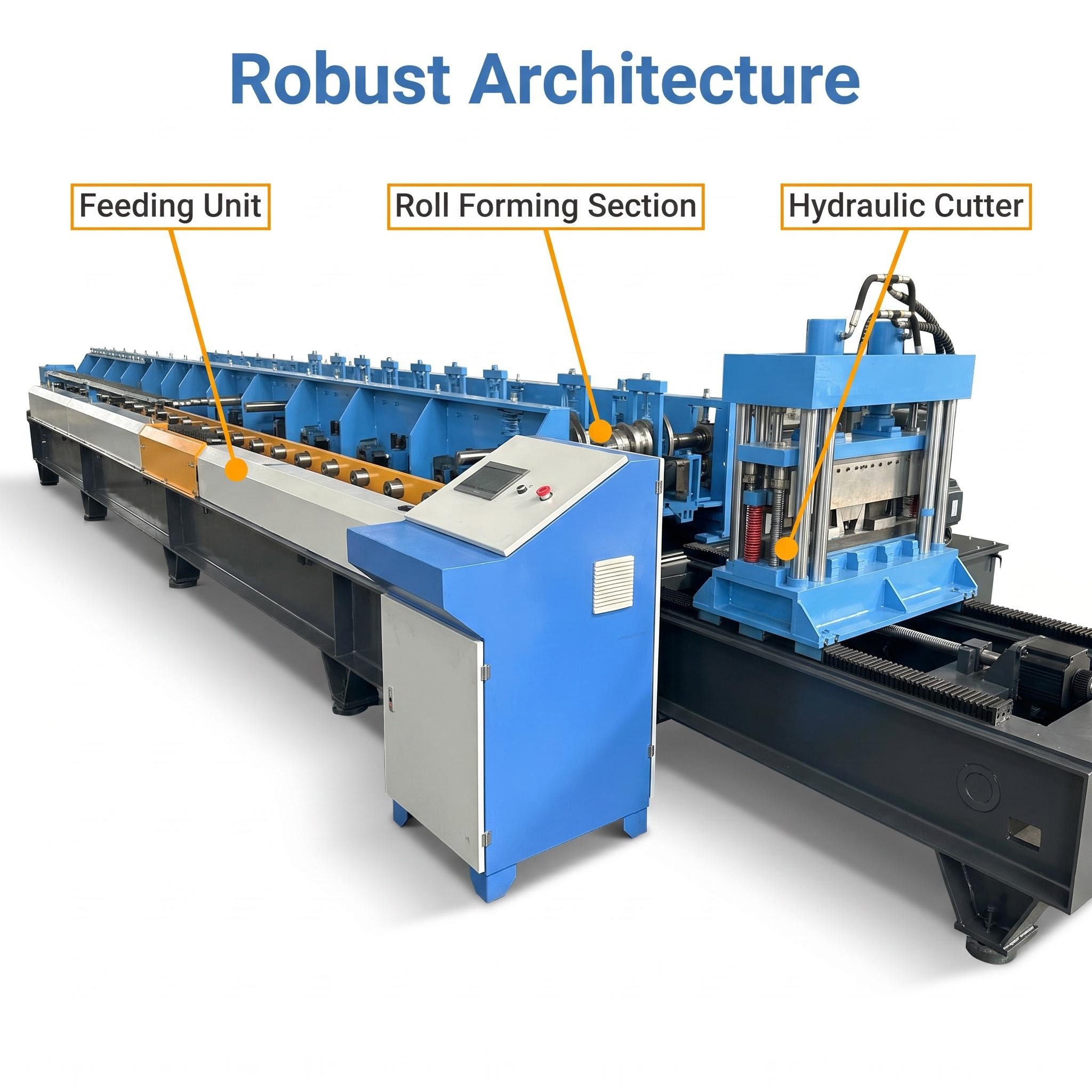
Cangzhou Zhongtuo Roll Forming Machinery Co.,Ltd comes from Hebei-China. It is a manufacturer dedicated to design and manufacture.
different types of cold roll forming machines. We are a factory with a long history, engaged in the design and manufacture of roll forming machines since 2006. The machines we can produce include: roof tile making machine, cz purlin making machine, light steel keel making machine, metal embossing machine, door system forming machine, ceiling system forming machine, high frequency pipe welding machine, slitting line, cut to length line, shelf system forming Machine, floor decking forming machine, color stone tile production line, hot laminating filmed machine,etc.
different types of cold roll forming machines. We are a factory with a long history, engaged in the design and manufacture of roll forming machines since 2006. The machines we can produce include: roof tile making machine, cz purlin making machine, light steel keel making machine, metal embossing machine, door system forming machine, ceiling system forming machine, high frequency pipe welding machine, slitting line, cut to length line, shelf system forming Machine, floor decking forming machine, color stone tile production line, hot laminating filmed machine,etc.
For more information, delivery time and prices, please mail us!







Upon equipment shutdown, the entire system becomes paralyzed. For cable tray manufacturers, a one-hour downtime may result in a loss of production value amounting to several thousand yuan. Rather than scrambling to make after-sales calls when issues arise, it is advisable to first conduct a self-inspection by referring to this “Emergency Response Manual”.
Below are the six most Common Faults and Troubleshooting Methods for Cable Tray Forming Machines, compiled by us.
一、Forming dimensional deviations (deviation, distortion, length inaccuracies)
This is the most common issue, typically manifesting as inconsistent heights on both sides of the cable tray, uneven diagonals, or varying lengths in cut sections.
| Fault phenomenon | Possible Reasons | Solution |
| Plate misalignment (asymmetric left-right) | 1.Incorrect feed material. 2.Uneven pressure on both rollers. 3.Damaged or stuck bearings in a specific roller set. |
1. Adjust the guide frame to align the plate centerline with the machine centerline. 2. Fine-tune the roller clearance on the deviated side (loosen slightly) or on the opposite side (tighten slightly). 3. Stop the machine to check bearing temperature and replace damaged bearings. |
| Forming deformation | 1.Roll misalignment (not on the same straight line). 2.Upper and lower rollers are not parallel. 3.Uneven internal stress in the plate itself. |
1. Re-calibrate the straightness of all machine rollers. 2. Use a level to adjust the base, ensuring the upper and lower shafts are parallel. 3. Adjust the pressure of the leveling machine to eliminate internal stresses in the plate. |
| Length inaccurate (significant fixed-scale error) | 1.The encoder (speed sensor wheel) is slipping or accumulating dust. 2.Signal interruption interference. 3.Feed servo parameter drift. |
1. Key inspection points: Clean the encoder rollers and compression springs, ensuring they adhere tightly to the plate without slipping. 2. Check whether the shielded wires are properly grounded. 3. Re-calibrate the pulse count. |
二、Punching anomaly(large burrs, material blockage, inaccurate hole spacing)
The quality of punching directly affects the installation of cable trays and represents the most prone stage to defect production.
| Fault phenomenon | Possible Reasons | Solution |
| The burr on the punching hole is too large. | 1. Punch needle wear (most common). 2.Excessive clearance between the punch needle and the lower die. 3. The sheet material is too hard. |
1.Replace with a new punch (it is recommended to maintain readily available consumables). 2.Adjust the die clearance (typically 5%-8% of the plate thickness). 3.Reduce the stamping speed or replace the material. |
| Punch fracture/stuck | 1.There is a weld at the punching position (accidentally left untreated). 2.Waste material has clogged the lower die. 3. Insufficient lubrication. |
1.Do not impact the weld seam! Exercise caution during material feeding to avoid interference. 2.Clear waste materials from the lower die and check whether the blowing device is unobstructed. 3.Add additional stamping lubricating oil. |
| The spacing is inaccurate. | 1.The feed servo triggers an alarm or loses steps. 2.The press clutch operates with delay. |
1. Check the servo driver for any alarm codes and restart to reset. 2. Adjust the clutch intake pressure or clearance. |
三、Cutting issue (inability to cut, oblique incision, tool breakage)
| Fault phenomenon | Possible Reasons | Solution |
| Can’t cut it off/be out of shape | 1. The blade has become dull. 2. Insufficient pressure in the hydraulic system. 3. The plate is excessively thick. |
1. Sharpen or replace the cutting blade. 2. Check the oil pump pressure and adjust the relief valve. 3. Do not operate under overload conditions. |
| The incision is oblique. | 1. Insufficient pressure in the pressing cylinder (resulting in plate warping). 2. Wear on the guide rails and slider movement. |
1. Increase the material feeding gas pressure and check whether the feeding feet are level. 2. Tighten the guide rail wedges and replace worn sliders. |
| Flying Saw Not Tracking | 1. Track encoder failure. 2. Servo enable connection lost。 |
1. Check the encoder cable. 2. Reset the servo alarm and inspect the limit switch. |
四、Abnormal noises and vibrations from the equipment
| Fault phenomenon | Possible Reasons | Solution |
| Abnormal noise from the gearbox | 1. Gear wear or tooth breakage. 2. Lack of lubricating oil or degraded oil quality. 3. Bearing failure. |
1. Stop the machine, open the box for inspection, and replace the gears. 2. Add oil immediately. 3. Replace the bearings. |
| The chain is producing significant vibration noise. | 1. The chain is too loose. 2.The sprocket is not in the same plane. 3.There is insufficient lubrication causing dry friction. |
1. Adjust the tension wheel. 2.ibrate the sprocket parallelism. 3. Apply lubricating grease. |
五、Electrical system failure (Machine stoppedt, give an alarm)
| Fault phenomenon | Possible Reasons | Solution |
| No response when starting up | 1. The emergency stop button is not reset. 2. Phase loss or main power trip occurred. 3.The 24V switching power supply has burned out. |
1. Turn the emergency stop button clockwise. 2. Check the air switch in the distribution box. 3. Measure the output voltage of the power supply. |
| PLC/Touchscreen Alarm | 1.Limit switch triggered (e.g., material rack reaches bottom). 2. Servo driver overload. 3. Program error (rare). |
1. Check the sensor indicator lights at the corresponding locations. 2. Reduce the load and inspect any mechanical lockup points. 3. Backup the program; restore to factory settings if necessary. |
六、Hydraulic system failure
| Fault phenomenon | Possible Reasons | Solution |
| The oil temperature is too high. | 1. The cooler is blocked or not activated. 2. The relief valve has an excessively high set pressure, causing prolonged overflow. 3. The oil viscosity is incorrect. |
1. Clean the cooler fins and open the cooling water valve. 2. Re-adjust the pressure. 3. Replace with hydraulic oil of the appropriate grade. |
| The hydraulic cylinder moves slowly. | 1. Oil suction filter element clogged. 2. Hydraulic pump worn with severe internal leakage. 3. Electromagnetic valve spool stuck. |
1. Clean or replace the filter element. 2. Repair the oil pump. 3. Clean the solenoid valve. |
Safety Warning (Must Be Retained)
Power-off warning sign: For any operations requiring access to roller or mold areas, immediately activate the emergency stop and display a warning sign stating “Work in progress; do not close circuit.”
Single-user operation: Do not operate the console with another person simultaneously to prevent accidental button presses that could cause injury.
Check the surroundings: Before starting the device, ensure there are no people nearby.
Why choose us?
We are a national level high-tech enterprise. We have got ISO9001 quality system certification, European CE safety certification, North American CAS certification and others. We have rich experience in export trade, understanding the needs of different countries customers. Meanwhile we can provide customers with satisfactory design solutions. Our machines have been exported to more than 150 countries, and we have established long-term and stable cooperative relations with customers, and won the praise of customers.














Visit Zhongtuo through 360° VR system, Cangzhou Zhongtuo Was Established In 2014, Which Is Dedicated To The Design And Manufacture Different Types Of Cold Roll Forming Machines. We Provide ODM, OEM And One-Stop Service. Raw Materials, Machinery And Accessories Can Be Purchased From Us.








OEM/ODM & Customization one-stop service
Full after-sales service support

Provide OEM、ODM
1.communication:confirm buyer's requirement.
2.Technician design:make drawing profiles and 3D machines drawing
3.determine the configuration and production
4.testing before delivery
2.Technician design:make drawing profiles and 3D machines drawing
3.determine the configuration and production
4.testing before delivery
5.packing and delivery
6.Technical guidance
7.After-sales service:Installation services for complex machines and regular customer visit
6.Technical guidance
7.After-sales service:Installation services for complex machines and regular customer visit

Trusted By 95800+ Companies
We are honored to cooperate extensively with many
high-quality enterprises. Through cooperation with us, they have received
strong support and achieved business breakthroughs and development.
high-quality enterprises. Through cooperation with us, they have received
strong support and achieved business breakthroughs and development.
0
ISO9001 and CE Approved
We own our self-brand ztrfm, professional design team And Technicians.
0
Countries Clients
Popular products with users and highly praised.
0
One-Stop Solutions
from accessories to molding machines, solving the complexity of your procurement.
0
Engineer Team
We have strong engineer team of more 20 People, we will give more accurate and fast solution.