24년 이상의 경험과 지식 국제 표준,
기술 변화 및 산업 시스템, 우리는 다음과 같이 헌신합니다.
소중한 고객에게 최고의 경제적인 솔루션을 제공합니다.
기술 변화 및 산업 시스템, 우리는 다음과 같이 헌신합니다.
소중한 고객에게 최고의 경제적인 솔루션을 제공합니다.

Key Factors for Extending the Service Life of Cable Tray Rolling Forming Machines
창저우 중퉈 롤 성형 기계 유한 회사는 중국 허베이성에서 왔습니다. 설계 및 제조에 전념하는 제조업체입니다.
다양한 유형의 냉간 압연 성형기. 우리는 2006 년부터 롤 성형 기계의 설계 및 제조에 종사하는 오랜 역사를 가진 공장입니다. 우리가 생산할 수있는 기계에는 지붕 타일 제조 기계, cz 도리 제조 기계, 경강 용골 제조 기계, 금속 엠보싱 기계, 도어 시스템 성형 기계, 천장 시스템 성형 기계, 고주파 파이프 용접기, 슬리 팅 라인, 절단 길이 라인, 선반 시스템 성형 기계, 바닥 데크 성형 기계, 컬러 석재 타일 생산 라인, 핫 라미네이팅 필름 기계 등이 있습니다.
다양한 유형의 냉간 압연 성형기. 우리는 2006 년부터 롤 성형 기계의 설계 및 제조에 종사하는 오랜 역사를 가진 공장입니다. 우리가 생산할 수있는 기계에는 지붕 타일 제조 기계, cz 도리 제조 기계, 경강 용골 제조 기계, 금속 엠보싱 기계, 도어 시스템 성형 기계, 천장 시스템 성형 기계, 고주파 파이프 용접기, 슬리 팅 라인, 절단 길이 라인, 선반 시스템 성형 기계, 바닥 데크 성형 기계, 컬러 석재 타일 생산 라인, 핫 라미네이팅 필름 기계 등이 있습니다.
자세한 정보, 배송 시간 및 가격은 메일로 문의해 주세요!



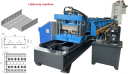




The cable tray forming machine, as a precision cold bending equipment, requires strict adherence to the principle of “three parts operation and seven parts maintenance.” We have compiled a daily maintenance checklist developed by engineers from equipment manufacturers. By consistently following these four key practices, not only can the failure rate be reduced by 80%, but the equipment’s service life can also be extended by more than five years.

Key component: The rollers must remain smooth.
The roller is the core component of the 성형 기계, accounting for over 30% of its total value. Its surface finish directly determines the flatness of the cable tray’s surface.
Daily cleaning (mandatory): Before each workday ends, the roller surface must be wiped with a clean cloth. Direct contact with rollers immediately after shutdown is strictly prohibited (to prevent burns), and oil residues or metal shavings must not remain in the roller gaps. These tiny contaminants may penetrate the panels under high pressure, causing depressions on the cable tray surface or even scratching the coating.
Anti-rust treatment: If the machine is idle for an extended period (over 3 days), anti-rust oil must be sprayed on the roller surface. This is particularly critical during the rainy season, when ambient moisture can cause rust spots on high-chromium steel rollers, leading to operational issues upon restart.
Perform regular wear inspections: Check the roller edges weekly for cracks or notches. Upon detecting minor cracks, promptly grind and repair them; otherwise, the cracks may rapidly propagate, ultimately rendering the entire roller assembly defective.
Transmission System: Lubrication is the “blood” of the machine
The forming machine contains numerous chains, gears, and bearings, with insufficient lubrication being its most significant challenge.
Selection of lubricating oil:
Do not use waste engine oil indiscriminately. It is recommended to use ISO VG220 or ISO VG320 medium-grade industrial gear oil, which has slightly higher viscosity in summer and slightly lower viscosity in winter.
Lubrication Frequency:
Reducer: Replace with new oil after one month of initial use, and thereafter every 3–6 months.
Chain and guide rail: Apply lubricating oil once per shift (8 hours). Pay special attention to the punching section and cutting slide, as these areas experience the highest stress and are most prone to dryness.
Check oil level:
Develop the habit of checking the lubricating oil level in the dipstick before each startup. If the oil level falls below the warning line, replenish it immediately; otherwise, gear wear may occur rapidly, potentially damaging the motor within a short period.
Electrical System: Dust and moisture resistance is critical
The electrical cabinet serves as the “brain” of the equipment and is particularly vulnerable to dust and moisture.
Regular dust removal: Never use compressed air to blow on the electrical control cabinet, as moisture in compressed air can cause short circuits and introduce dust into the gaps of the PLC. The correct procedure is to clean the interior of the cabinet using a vacuum cleaner or a dry soft-bristled brush. This should be performed once monthly.
Heat dissipation inspection: Check whether the cooling fans on the electrical cabinet are operating properly. During summer when workshop temperatures are high, a faulty fan may cause the PLC and frequency converter to shut down automatically due to overheating.
Wiring tightening: Prolonged vibration of the equipment may cause wiring terminals to become loose. The wiring harness should be inspected quarterly after power disconnection to prevent poor contact from causing sparks or signal loss.

Wear-prone parts: Spare part management must keep up
Don’t wait until a part fails before purchasing it—the cost of a day’s production downtime far exceeds the price of the part itself.
Punches and Dies: Punch dies are the components that wear out most rapidly. It is recommended to maintain a set of punches for commonly used hole diameters (e.g., connection holes Φ8.5, Φ10.5). If burrs or severe flanging are observed in the punched holes, replace the punches immediately to prevent damage to the die.
Cutting blade maintenance: Inspect the cutting edge of the blade daily. If the cut surface becomes deformed or adheres to metal, grind it promptly or replace the blade.
Pneumatic components: Check for air leaks in the air lines, ensure sufficient lubricating oil in the air source processor (triple assembly), and verify that water has been drained from the reservoir. Insufficient air pressure may cause unstable clamping and affect cutting accuracy.

Operating Habits: Details Determine Success or Failure
In the end, even the best maintenance cannot compensate for improper operation.
Overloading is prohibited: Do not force the insertion of panels exceeding the equipment’s rated thickness (e.g., using 2.5 mm instead of the maximum allowed 2.0 mm) to meet deadlines. This may cause spindle deformation or roller cracking, constituting intentional damage that is typically not covered by manufacturer warranty.
Standard start/stop procedures:Operate equipment strictly according to the operating guidelines. Starting under load (i.e., forcibly starting the main unit before materials are discharged) is strictly prohibited, as it may instantly burn out the motor.
Log Entry: It is recommended to establish a “Equipment Maintenance Record Form,” which must be signed by the operator daily for confirmation. This serves both as a division of responsibilities and as a basis for troubleshooting.
왜 우리를 선택해야 할까요?
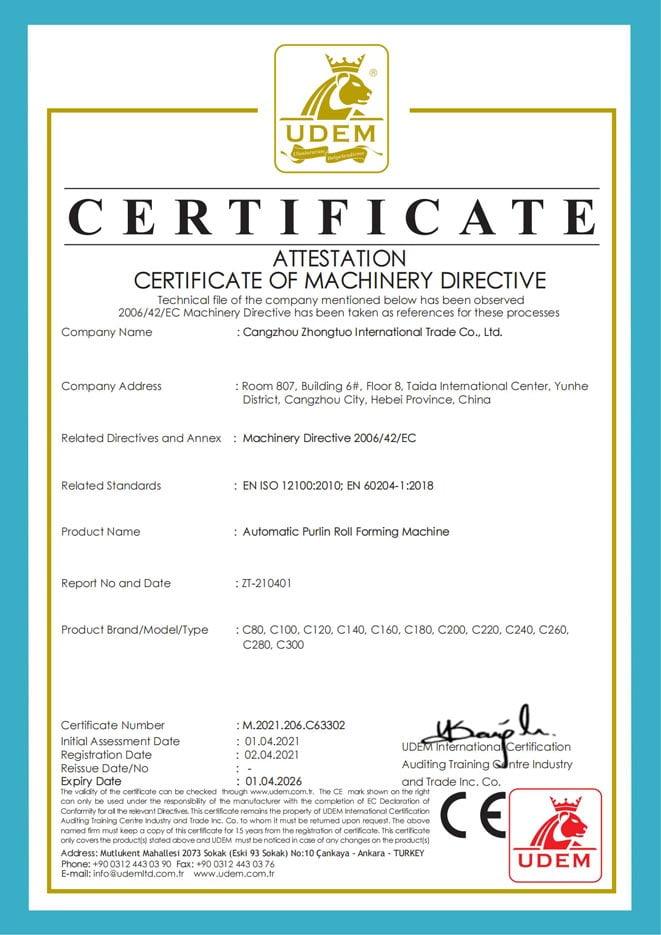
우리는 국가 수준의 첨단 기술 기업입니다. 우리는 ISO9001 품질 시스템 인증, 유럽 CE 안전 인증, 북미 CAS 인증 등을 받았습니다. 우리는 수출 무역에 대한 풍부한 경험을 가지고 있으며 다른 국가 고객의 요구를 이해합니다. 한편 우리는 고객에게 만족스러운 디자인 솔루션을 제공 할 수 있습니다. 우리의 기계는 150 개국 이상에 수출되었으며 고객과 장기적이고 안정적인 협력 관계를 구축하여 고객의 찬사를 받았습니다.














360° VR 시스템을 통해 중퉈를 방문하면 2014년에 설립된 창저우 중퉈는 다양한 유형의 냉간 압연 성형기를 설계하고 제조하는 데 전념하고 있습니다. 우리는 ODM, OEM 및 원 스톱 서비스를 제공합니다. 원자재, 기계 및 액세서리는 당사에서 구입할 수 있습니다.








OEM/ODM 및 커스터마이징 원스톱 서비스
완벽한 애프터 서비스 지원

OEM, ODM 제공
1.커뮤니케이션: 구매자의 요구 사항을 확인합니다.
2.기술자 설계: 도면 프로파일 및 3D 기계 도면 만들기
3.구성 및 프로덕션 결정
4.배송 전 테스트
2.기술자 설계: 도면 프로파일 및 3D 기계 도면 만들기
3.구성 및 프로덕션 결정
4.배송 전 테스트
5.포장 및 배송
6.기술 가이드
7.판매 후 서비스: 복잡한 기계의 설치 서비스 및 정기 고객 방문 서비스
6.기술 가이드
7.판매 후 서비스: 복잡한 기계의 설치 서비스 및 정기 고객 방문 서비스

95800개 이상의 기업이 신뢰하는 기업
많은 분들과 폭넓게 협력하게 되어 영광입니다.
고품질 기업. 당사와의 협력을 통해 다음과 같은 혜택을 받았습니다.
강력한 지원과 비즈니스 혁신 및 발전을 이루었습니다.
고품질 기업. 당사와의 협력을 통해 다음과 같은 혜택을 받았습니다.
강력한 지원과 비즈니스 혁신 및 발전을 이루었습니다.
0
ISO9001 및 CE 승인
우리는 자체 브랜드 ztrfm, 전문 디자인 팀 및 기술자를 소유하고 있습니다.
0
국가 고객
사용자들에게 인기 있고 높은 평가를 받는 제품입니다.
0
원스톱 솔루션
액세서리부터 성형기까지, 조달의 복잡성을 해결해 드립니다.
0
엔지니어 팀
우리는 20 명 이상의 강력한 엔지니어 팀을 보유하고 있으며보다 정확하고 빠른 솔루션을 제공 할 것입니다.